
Injection molding machinery suppliers often receive requests for quotes asking for pricing based on the tonnage of the machine only. Whenever they demand their purchasing details, buyers always ignore the correct amount and ask for a general quote for selling. Suppliers always need details to help buyers purchase the best configuration as per their requirements.
Start With The Clamp
There are a few things to consider when it comes to braces. Yes, the pun was intended. In addition to the clamping force, other important factors are the distance between the tie bars, the minimum mold height, the maximum mold height, the stroke, and the daylight.
Let’s look at the types of clamp design. The toggle clamp is a design that has been tried and tested for decades, as is the clamp design based on a hydraulic cylinder. Over the last 20 years, the industry has developed the two-platen machine which has, for all practical purposes, replaced the hydraulic cylinder. Finally, there is the C-frame clamp design typically found on vertical machines; it has been seen on horizontal machines more recently, but only on those offered by a vendor. The most common clamp designs are toggles and two-plate.
Manufacturers report tonnage in three ways: kilonewtons, metric tons, and U.Metric tons. Asian suppliers generally refer to kilonewtons, while European suppliers refer to metric tons, and US suppliers and customers to U.tons. A ton is basically one-tenth of a kilonewton. A U-ton will be 10 percent larger than a metric ton.
An important factor to consider is the distance between the tie rods. Casters today are trying to fit large molds into clamps. Don’t forget the minimum mold height, maximum mold height, stroke, and natural light to ensure the largest mold you intend to use will fit comfortably on the machine.

One of the mistakes many shapers make is misinterpreting travel and daylight. The travel is the dimension from the minimum height of the mold or the maximum height of the mold to the most open position of the movable platen. Daylight is the dimension from the face of your fixed panel to the face of the moving panel in its most open position. The stroke, and how you call it, changes depending on whether it’s a lever machine or a hydraulic cylinder machine.
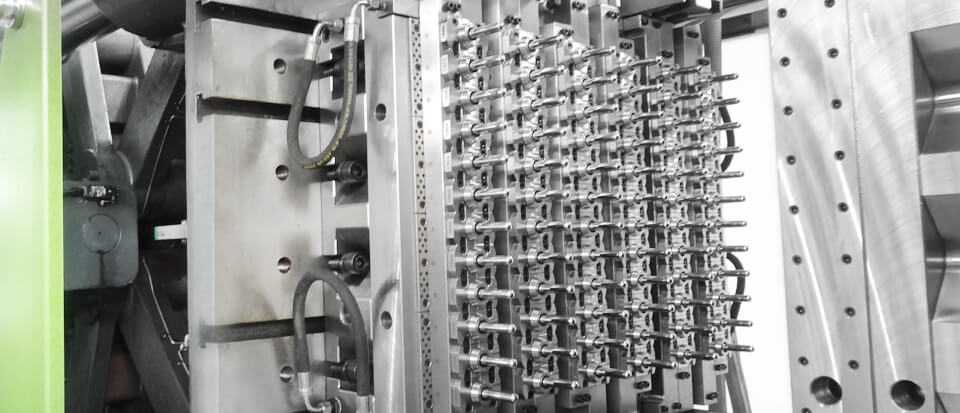
Sizing The Injection Unit
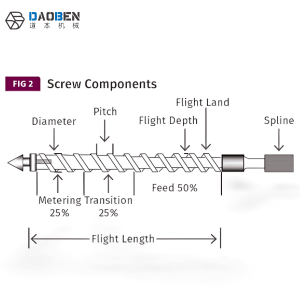
When making offers for machines, the injection unit is often neglected. Factors to consider include material type, fillers in the material, mold size, cycle time, dwell time, injection plastic pressure, screw recovery time, and screw geometry. Unless otherwise noted, most machine builders list their molding machines with a General Purpose (GP) screw. But many applications need to use a mixing auger and sometimes a locking mixing auger.
What if you buy a machine and the screw and barrel is too small for the application? It overloads the injection unit. During processing, the residence time can be too short, which limits the homogenization of the melt; The recovery time can exceed the cooldown time and you are wasting valuable cycle time.
What happens if you buy an injection unit that is too big for the required minimum injection size? It does not use the injection unit. A certain amount of material is required to assemble the retaining ring. As injection usage decreases, the effect of the check valve on material flow increases. In addition, too long a dwell time can result, causing the material to deteriorate.
Volumetric metric capacity is the correct way to specify injection units and compare vendors. Be careful with this analysis to consider the type of material used by your application. Most injection molding machine manufacturers present PS-based injection unit specifications. But performance data will be different for other materials.
Learn More: Injection Molding Machine structure
Here Are Some Key Points
- Analyze The specifications of the clamp and the specifications of the injection unit of the injection molding machine are considered separately.
- In addition to the clamping force, consider other important factors such as the distance between the bars, minimum mold height, maximum mold height, lift, and daylight.
- The specifications of the injection unit are depending just as important according to the specification of the clamp.
- Target: 20 to 80% shot capacity for general purpose resin applications, but 30 to 50% shot capacity for engineering resins.
- Always remember to set your calculations for the correct power factor of the material being processed and then set your specifications correctly for the calculated shot size.
For further information related to Sizing Injection Molding Machines, please bookmark mentioned point and check back periodically to get more information.