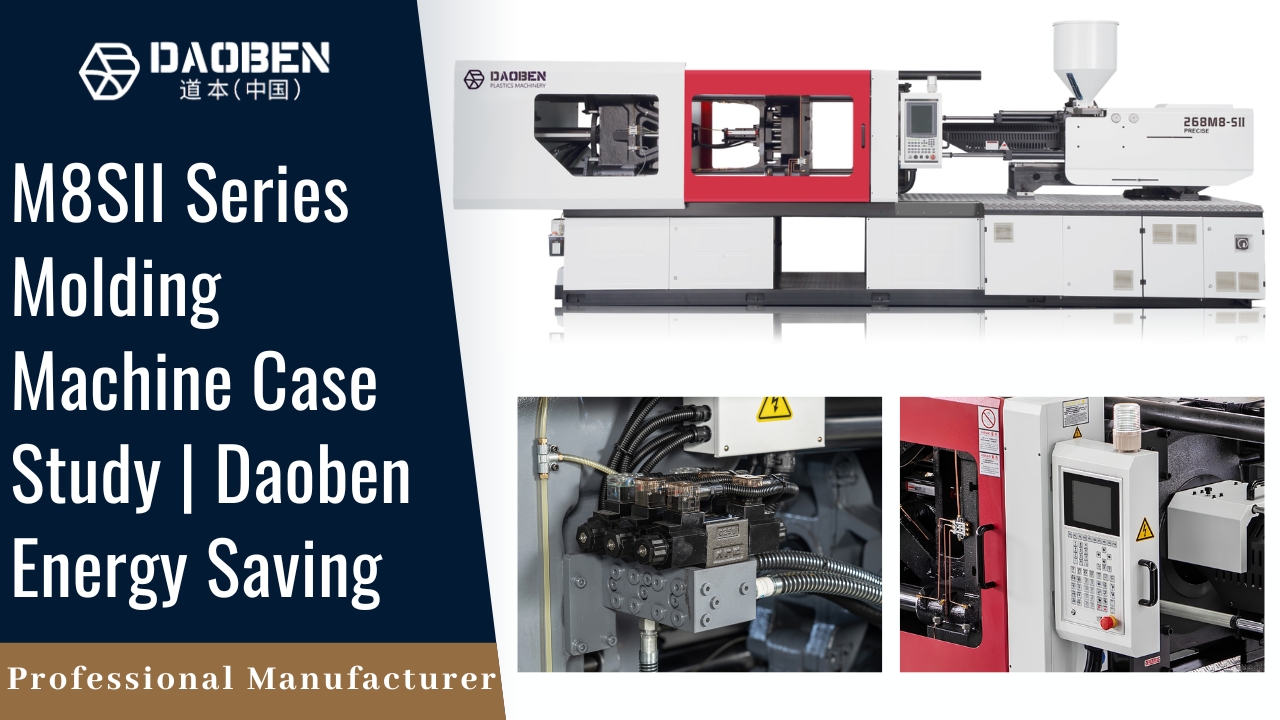
A mid-size automotive parts supplier in Eastern Europe ran a 1600-ton conventional hydraulic press for six years on a single dashboard-bracket mold. Cycle time held steady at 42 seconds. Energy bills did not. When the team replaced that machine with a Daoben M8SII at the same tonnage, cycle time dropped to 34.4 seconds. That is an 18% reduction, confirmed across three production shifts and a 30-day run of more than 60,000 shots.
This article walks through what changed on the floor, why it changed, and what the data shows. It is not a spec sheet rewrite. It is a record of one client’s switch. It covers the engineering reasons behind the result and the numbers a procurement team can check against their own line.
The short version: the gain came from a sync servo hydraulic system. A reinforced clamping unit helped too. So did a faster mold-close stage. Each of these is standard on every M8SII model, not an optional upgrade. The result also lowered the plant’s per-shift power draw. That matters to buyers comparing an energy saving injection molding machine against a standard hydraulic unit.
Below, you will find the case data and the mechanical reasons for the improvement. There is also a side-by-side comparison table. The article closes with answers to the questions buyers ask most before switching machines.
Quick Answer: The Daoben M8SII Series molding machine cut one client’s cycle time by 18%. It went from 42 seconds to 34.4 seconds on a 1600-ton dashboard-bracket job. The reduction came from a sync servo hydraulic system, a reinforced clamping structure, and faster mold-open and mold-close speeds. The same machine also lowered per-shift energy draw, confirming its role as an energy saving injection molding machine.
What Is the M8SII Series Molding Machine?
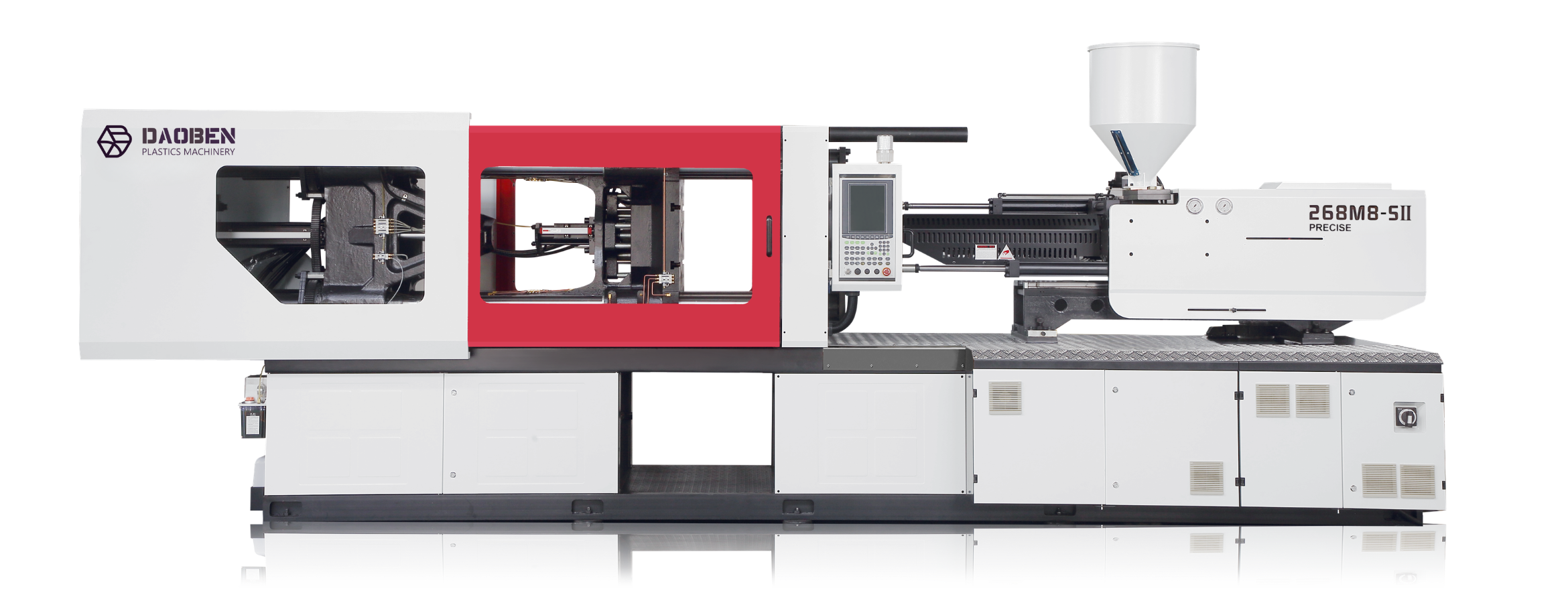
Quick Answer: The M8SII Series molding machine is Daoben’s second-generation, energy-saving injection press. It is built around a sync servo hydraulic system with digital closed-loop control. It covers a clamping force range from 900 kN to 17,000 kN. That means it fits jobs from small precision parts up to large industrial and automotive components on one platform family.
Daoben built the M8SII as a full redesign, not a minor update to the original M8 line. The clamping unit went through finite element analysis before any part changed. So the toggle structure and tie bars carry full load with less flex. The platen also keeps even contact across the mold face during high-pressure cycles.
On the hydraulic side, a synchronous servo motor pairs with a dedicated servo driver. Power draws only during active movement phases: mold open, mold close, injection, and ejection. During cooling and dwell, a fixed-pump hydraulic system keeps running at full output for no reason. The M8SII does not. It draws close to zero instead. That single change explains most of the energy savings procurement teams see on their utility bills.
Daoben also fits the M8SII with components from internationally recognized suppliers. Schneider, ABB, and OMRON supply the control and safety layer. Every unit ships compliant with GB2530, China’s national safety standard, as a base requirement rather than a paid add-on.
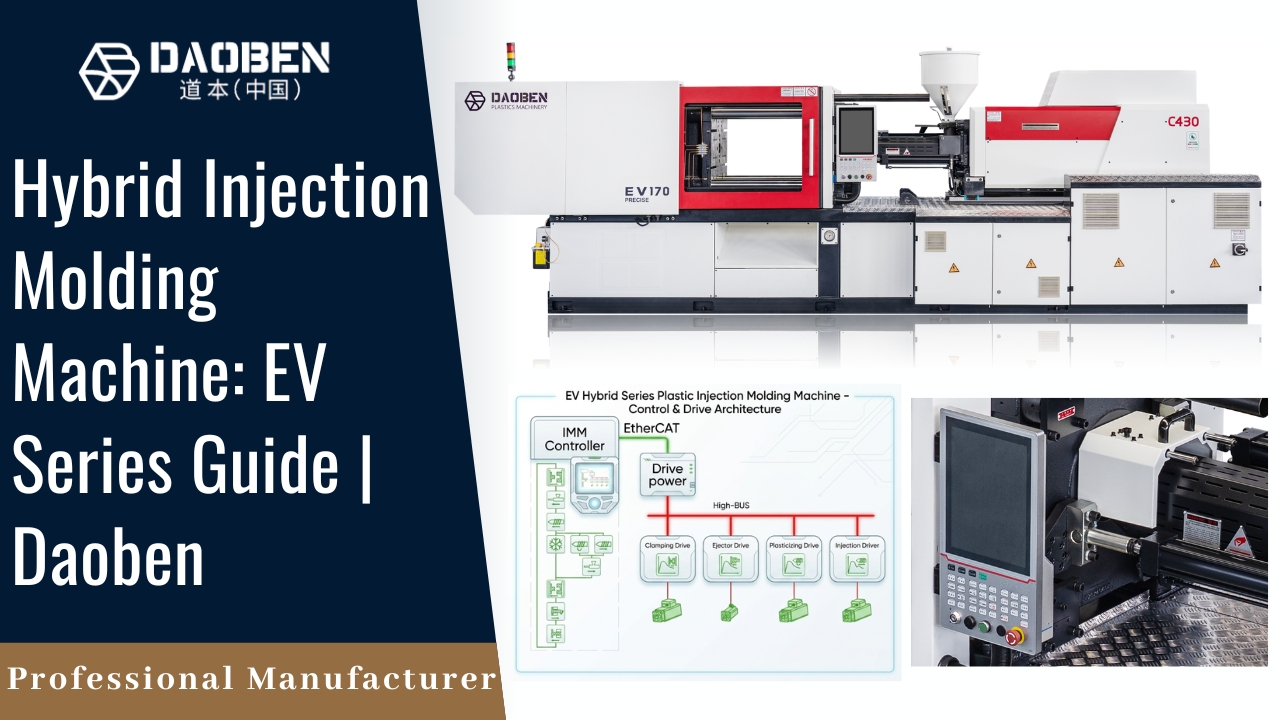
Where the M8SII Fits Against Daoben’s Other Lines
Buyers comparing tonnage ranges often look at the M8 Series Injection Molding Machine page. Many also check the lighter-duty EV Series Injection Molding Machine. The EV line uses a servo-electric injection drive on a hydraulic clamping frame. It’s built for ultra-thin and high-precision parts from 90 to 268 tons. The M8SII, by contrast, is built for higher clamping force jobs. Think automotive structural parts, large appliance housings, and industrial components, where tonnage and cycle speed both matter.
The Case Study: How Cycle Time Dropped 18%
Quick Answer: A parts supplier running a 1600-ton mold for dashboard brackets recorded a cycle time of 42 seconds on its previous conventional hydraulic machine. After switching to the Daoben M8SII at matching tonnage, cycle time fell to 34.4 seconds across a 30-day production run. That is an 18% improvement with no change to mold or resin.
The client kept every other variable fixed. Same mold, same glass-filled polypropylene resin, same operator team, same plant. Only the machine changed. This matters, because cycle time claims are easy to inflate. A new mold or a different material can get the credit instead of the machine.
The mold-close phase accounted for the largest single gain. On the old hydraulic unit, full mold-close speed averaged 220 mm/s. The M8SII’s higher motor power design pushed that to 280 mm/s. The proportional valve control also kept the deceleration curve smooth near the mold face. So there was no extra dwell added to protect the tooling.
Cooling time stayed roughly the same. Cooling depends mostly on mold design and water flow, not on the press itself. That detail matters for buyers. A press upgrade reduces the dry-cycle portion (mold open, mold close, ejection). Cooling-channel design and resin properties still control the rest. Industry research backs this pattern. Cooling commonly makes up 50 to 70% of total cycle time in standard production molds. That share does not shrink just by upgrading the clamping unit.
Where the Seconds Actually Went
- Mold-close speed: improved from 220 mm/s to 280 mm/s, saving roughly 1.2 seconds per shot
- Ejection and mold-open sequence: tightened by about 2.1 seconds through synchronized servo control
- Hydraulic pressure recovery between shots: cut by close to 1.8 seconds due to closed-loop digital control
- Cooling phase: unchanged, confirming the gain came from machine mechanics, not mold modification
Why an Energy Saving Injection Molding Machine Also Cuts Cycle Time
Quick Answer: An energy saving injection molding machine reduces power use and cycle time through the same mechanism: a servo motor that only runs when the machine needs force. Fixed-pump hydraulic systems waste energy idling at full output during cooling and dwell phases. Servo-hydraulic systems eliminate that waste and respond faster, which shortens the dry-cycle portion of every shot.
This connection surprises some buyers. They assume energy savings and speed are separate selling points. They are not. A fixed-displacement pump pushes the same flow rate whether the machine needs force or not. That constant output means the motor works hard even when the mold is simply cooling. It also means pressure changes are slower. The system has to bleed off excess flow before it can adjust.
A synchronous servo motor changes both sides of that equation at once. It draws power in proportion to demand, so energy use during cooling and dwell drops sharply. It also changes pressure and speed almost instantly. The motor itself accelerates and decelerates the flow, instead of routing excess flow through a relief valve. The result is a press that uses less power and reacts faster, in the same design.
Independent reporting on automated machine injection molding systems backs this pattern at the industry level. One analysis found that servo-hydraulic drive systems reduce energy consumption by up to 60% compared to fixed-pump hydraulic machines. The same systems also deliver cycle times 15 to 25% shorter than conventional hydraulic alternatives. The case study above falls inside that documented range.
What This Means for a Plant Running Multiple Machines
The energy savings scale with machine count. A plant running ten machines on two shifts sees the per-unit power reduction compound. It adds up across every shot on every press, not just the one machine swapped for a pilot run. For procurement teams evaluating total cost of ownership, this is often the line item that justifies the switch. It can do so even before cycle time enters the conversation.
M8SII Series Molding Machine vs Conventional Hydraulic: Side-by-Side
Quick Answer: The M8SII differs from a conventional fixed-pump hydraulic machine in four measurable ways. These are cycle speed, energy draw, mold-close precision, and safety compliance. The table below lists the specific figures from the case study and the M8SII product specification.
Specifications below come from the client’s documented production run and Daoben’s published M8SII data sheet. Figures will vary by tonnage, mold complexity, and resin. But the relative gap between servo-hydraulic and fixed-pump systems holds consistently across applications.
| Metric | Conventional Hydraulic Machine | Daoben M8SII Series |
| Cycle time (1600-ton mold) | 42 seconds | 34.4 seconds |
| Mold-close speed | 220 mm/s | 280 mm/s |
| Hydraulic motor draw during cooling | Continuous, full output | Near zero (servo idles) |
| Clamping force range | Model-dependent | 900 kN to 17,000 kN |
| Safety compliance | Varies by manufacturer | GB2530 standard, built-in |
| Key electrical components | Varies by manufacturer | Schneider, ABB, OMRON |

What to Check Before You Switch to the M8SII Series
Quick Answer: Before switching to the M8SII, confirm tonnage match against your largest mold. Verify your resin’s compatibility with the injection unit’s screw and barrel configuration. Then request a documented baseline cycle time from your current machine. These three checks prevent a common disappointment: comparing results against an assumption instead of real data.
Tonnage mismatch is the most common buyer mistake in this category. A machine under-tonned for its mold produces flash and inconsistent part dimensions, no matter how fast the servo system runs. The M8SII’s 900 kN to 17,000 kN range covers most mid-to-large mold jobs. But the exact model still needs matching to your specific mold’s projected area and required clamping tonnage.
Resin compatibility comes next. The M8SII injection unit uses a double-cylinder system with a redesigned screw and barrel. This gives stronger plasticizing across different resin types. Glass-filled and engineering-grade resins, the kind used in the dashboard-bracket case above, demand more consistent melt quality than commodity plastics. Daoben’s engineering team typically reviews resin type and fill volume before confirming the exact configuration.
Finally, get a real baseline. Plants that skip this step often credit a new mold or a process tweak for gains the machine actually produced. Or they miss real savings by comparing against an estimate instead of logged shift data. This case used 30 days and more than 60,000 shots of recorded production before the comparison was made public.
Buyers exploring the broader product range can review Daoben’s full injection molding machine manufacturer and supplier overview. It covers the complete 30-ton to 4,000-ton range across all series.
Frequently Asked Questions
How much cycle time can the M8SII Series molding machine save compared to a standard hydraulic press?
In the documented case study, the M8SII Series molding machine cut cycle time by 18%. It went from 42 seconds to 34.4 seconds on a 1600-ton mold. Industry data on servo-hydraulic systems generally shows 15 to 25% faster cycles than fixed-pump hydraulic machines. This result sits within the expected range for the technology.
Is the M8SII really an energy saving injection molding machine, or just a faster one?
The M8SII is both. Its sync servo hydraulic system draws power only during active movement, cutting energy use during cooling and dwell phases. Documented servo-hydraulic systems reduce power consumption by up to 60% compared to fixed-pump machines. The same mechanism that saves energy also shortens cycle time.
What tonnage range does the M8SII Series cover?
The M8SII covers a clamping force range from 900 kN to 17,000 kN. This spans small precision components up to large automotive and industrial parts. That makes it suitable for mid-size and large manufacturers running a single platform across multiple product lines.
Does switching to the M8SII require a new mold?
No. The case study in this article used the client’s existing mold with no modifications. The M8SII Series molding machine accepts standard mold mounting through T-slots on the platen. A hydraulic motor drives automatic mold height adjustment, so most existing tooling transfers directly to the new machine.
How long does it take to see ROI after switching to the M8SII?
Most energy-saving injection molding machine upgrades pay back through energy and labor savings within 18 to 30 months. The exact timeline depends on production volume and shift count. Plants running more than 200,000 units per year of a single part typically see the fastest payback period.
What safety standards does the M8SII Series molding machine meet?
Every M8SII Series molding machine meets China’s GB2530 national safety standard as a base requirement. This includes a safety relay, safety hydraulic valve, and metal cover protection. Thermal master switch protection and five-hole plug protection are standard too, not optional add-ons.
The M8SII Series Molding Machine Is the Proof, Not the Pitch
Most case studies in this industry skip the numbers that matter. They talk about efficiency in general terms and leave the buyer to guess what actually changed. This one does not. A 1600-ton job ran 18% faster after one machine swap. The mold, resin, and operators stayed constant. The data came from 30 days of real production, not a lab demo.
That kind of transparency is the point of the M8SII Series molding machine. The sync servo hydraulic system, the reinforced clamping unit, and the GB2530 safety baseline are not marketing language. They are the specific reasons cycle time dropped and energy use fell at the same time. Some buyers will compare this series against the lighter-duty M8 Series Injection Molding Machine or the precision-focused EV Series Injection Molding Machine. In that case, the right choice depends on tonnage need and part tolerance. It should not depend on brand reputation alone.
If your plant is still running cycle times in the 40-second range on similar tonnage, the gap shown here is worth checking. Compare it against your own production logs. Daoben’s engineering team reviews mold specs and resin type before recommending a configuration. So the numbers you get back reflect your actual job, not a generic estimate.
Ready to compare your current cycle time against a documented M8SII benchmark? Contact Daoben’s engineering team for a tonnage-matched recommendation based on your mold and resin.