
Daoben Machinery (Ningbo) Co., Ltd is located in the beautiful world port city-Ningbo on the East China Sea coast. established in 2014, is a professional manufacturer of plastic injection moulding machines. Integrity, Professionalism, and Innovation are the cornerstones of DAOBEN machinery corporate culture, the company not only integrates the world’s advanced science and technology into entrepreneurial elements but also continues to create high-quality, internationally competitive machines to serve global customers and promotes unique Chinese innovative plastic machinery products to all over the world. Get the perfect plastic injection molding machine from professional injection molding machine manufacturers.

DAOBEN is a professional plastic injection molding machine manufacturer in China, that produces moulding plastic machine from 30 Ton 4000 Ton. Export to the world market for those who looking for a high-precision plastic injection machine. We at Daoben Machinery provide you with perfect specialized solutions and accurate equipment matching. We manufacture various kinds of plastic injection molders for devoted industries and our goal is to continue to provide solution-oriented service to our customers who need molding machines. Our stability and quick delivery ensures the solution that you need the most. We are all kinds of injection molding equipment manufacturers & injection moulding machine suppliers.
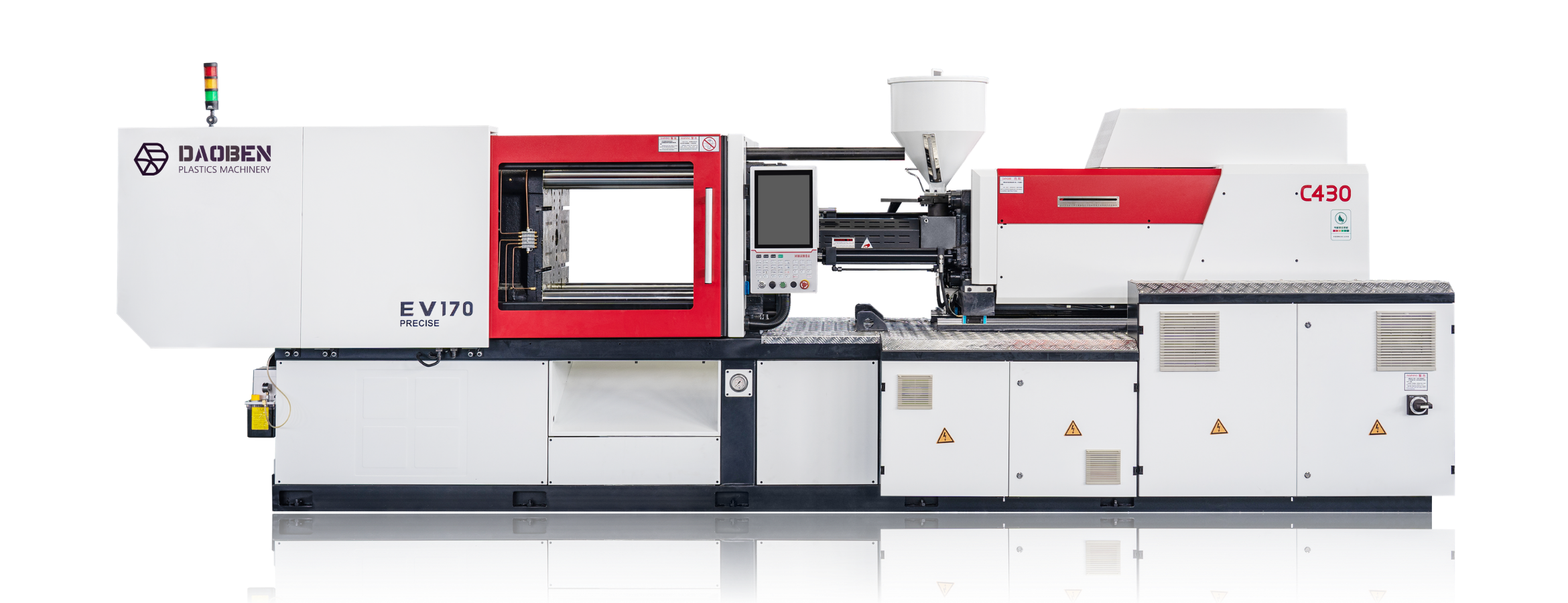
The Daoben EV Hybrid series injection molding machine combines a servo-electric injection drive with a hydraulic clamping unit.
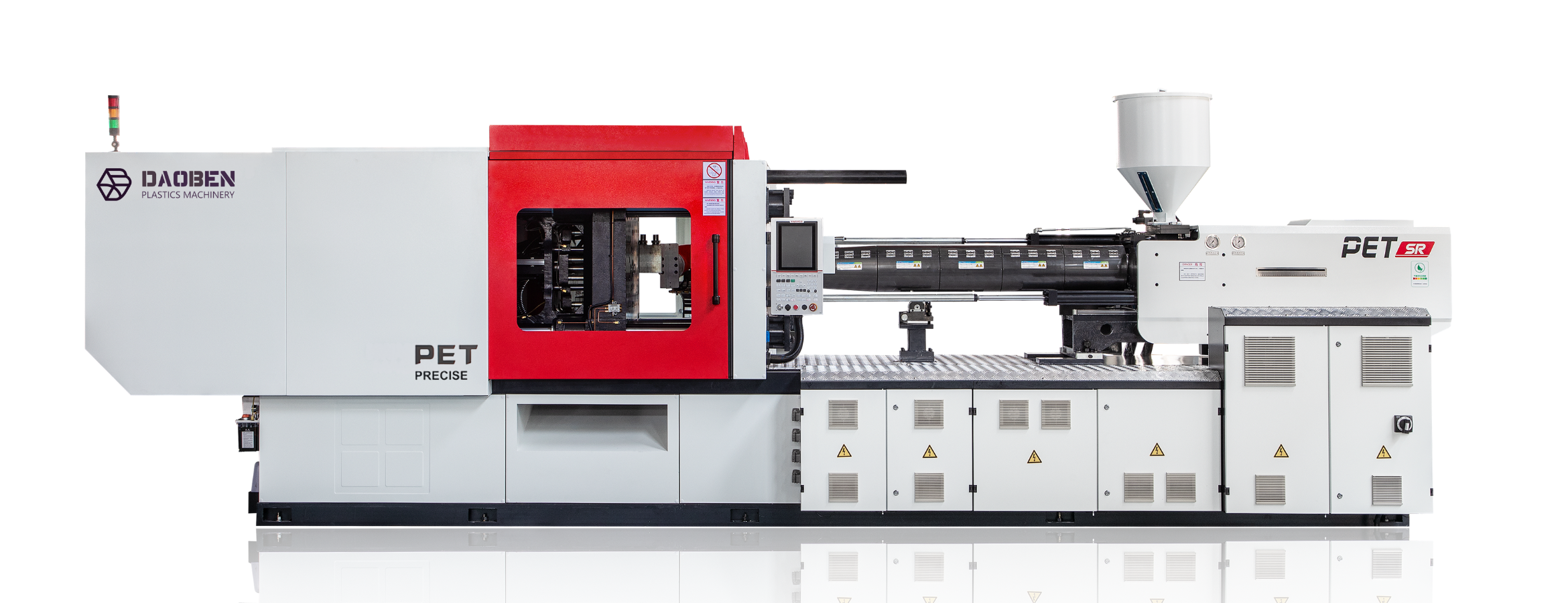
The Daoben PET series is a dedicated high-speed injection molding machine built specifically for PET preform production.

The M7 Series is our next-generation smart injection molding machine. Intelligent control system & high-precision servo hydraulic platform.
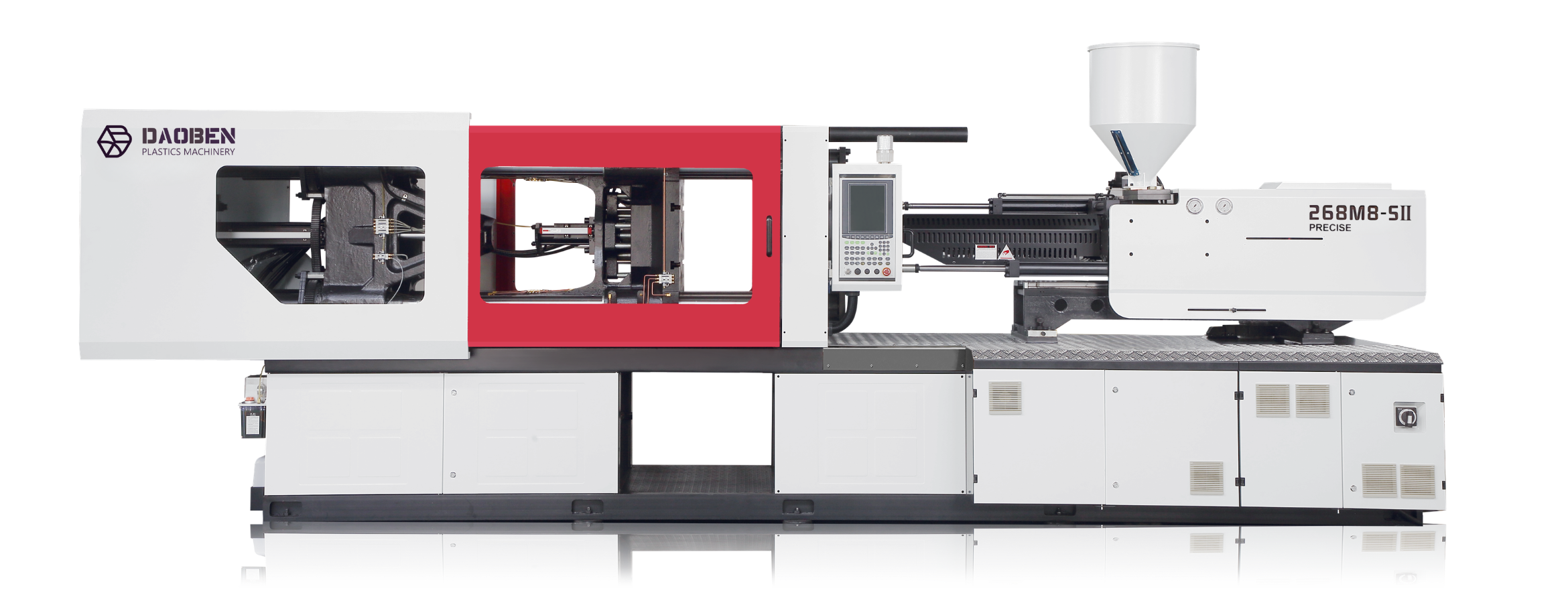
The Daoben M8SII is the second generation of our high-efficiency, energy-saving injection molding machine series.

Advanced injection molding technology designed for manufacturers for economical, user-friendly, durable, and stable production solutions.
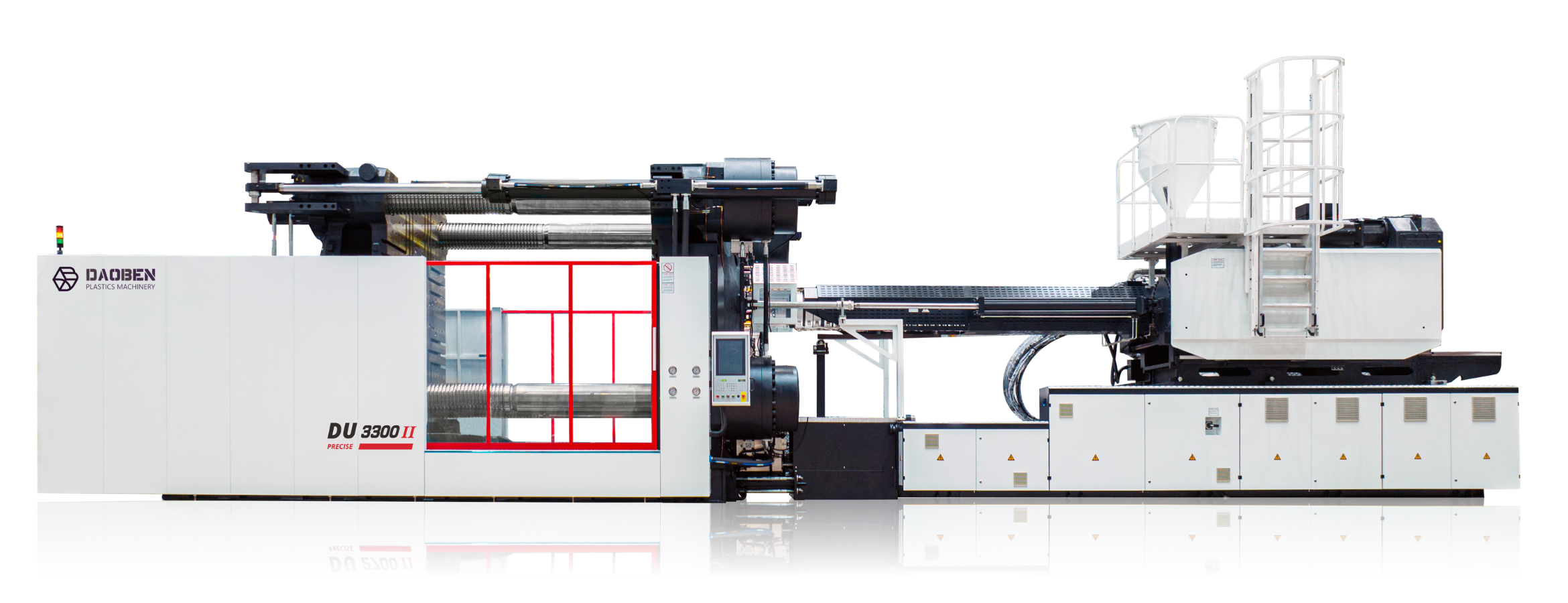
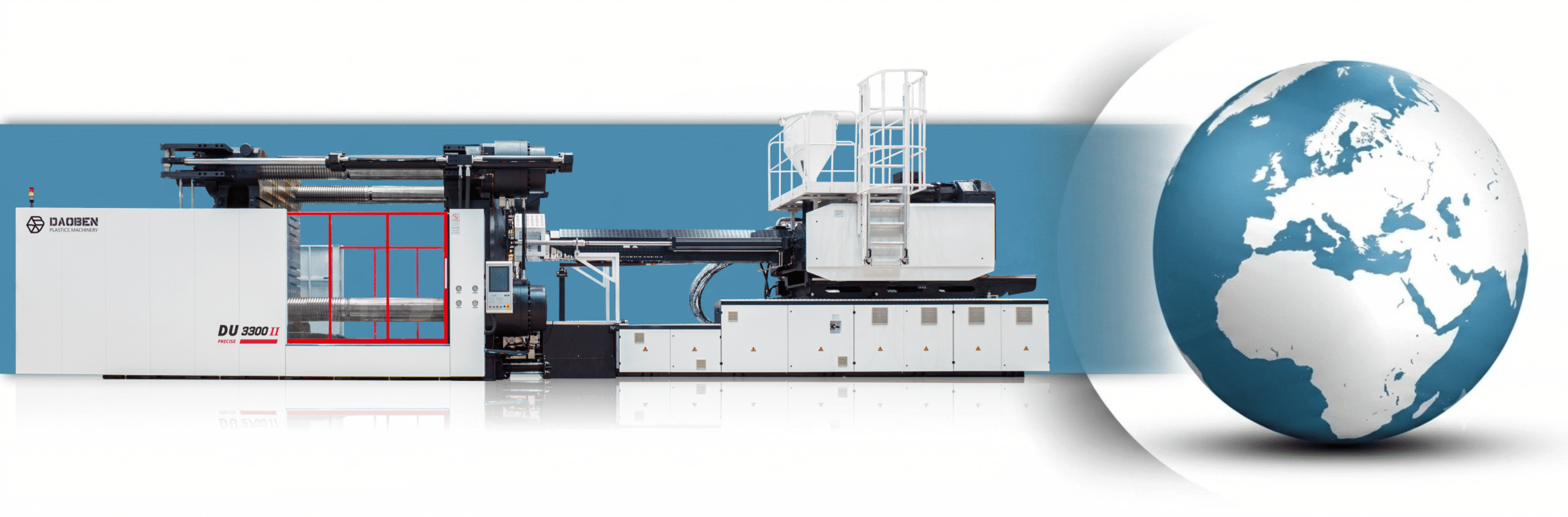
DU series plastic injection molding machine engineered for manufacturers who demand versatility without compromise.
Our molding machine is a professional solution in the injection molding process for your business. Cost optimization expert.



Our machines are built to deliver precise and consistent results in every production run. With advanced control systems and high-quality components, we ensure exceptional accuracy.
Daoben Plastic Injection Molding Machines are built with durability in mind. The robust construction and high-quality materials ensure long-lasting performance
Designed to maximize efficiency and productivity. From fast cycle times to quick mold changeovers, our machines optimize production processes, saving valuable time and resources.

Daoben has several automated products online, with purification workshops, to ensure that our products have higher quality.
Daoben Machinery provides OEM customization services, you can design your label and logo by your requirements. We produce injection molding machines from 108 tons to 2800 tons
We have 17+ years of foreign trade experience, our products are exported to more than 35+ countries, and we can provide you with a variety of logistics and transportation solutions.