
A single flash defect on a thin-wall connector can scrap an entire production batch. That is the reality for manufacturers producing ultra-thin plastic parts at high volumes. The EV hybrid injection molding machine solves this problem by combining servo-electric injection speed with hydraulic clamping force. Daoben’s EV Hybrid series uses this design to reach injection speeds up to 440 mm/s and pressures up to 300 MPa, all within a 90–268 ton clamping range.
Most standard hydraulic machines struggle with the response time that thin-wall parts demand. So manufacturers face a choice: pay the premium for a full electric machine, or accept slower cycles on hydraulic equipment. The hybrid approach eliminates that trade-off. It pairs a full-electric servo motor on the injection axis with a proven hydraulic toggle clamp.
This article explains how a EV hybrid injection molding machine works, what separates the EV series from standard machines, and which applications benefit most from this technology.
Quick Answer: A EV hybrid injection molding machine combines a servo-electric injection drive with a hydraulic clamping unit. This setup delivers faster injection response, higher shot precision, and lower energy use than a purely hydraulic machine. The Daoben EV series covers 90–268 ton clamping force with injection speeds up to 440 mm/s, making it ideal for thin-wall and precision part production.
How a Hybrid Injection Molding Machine Works
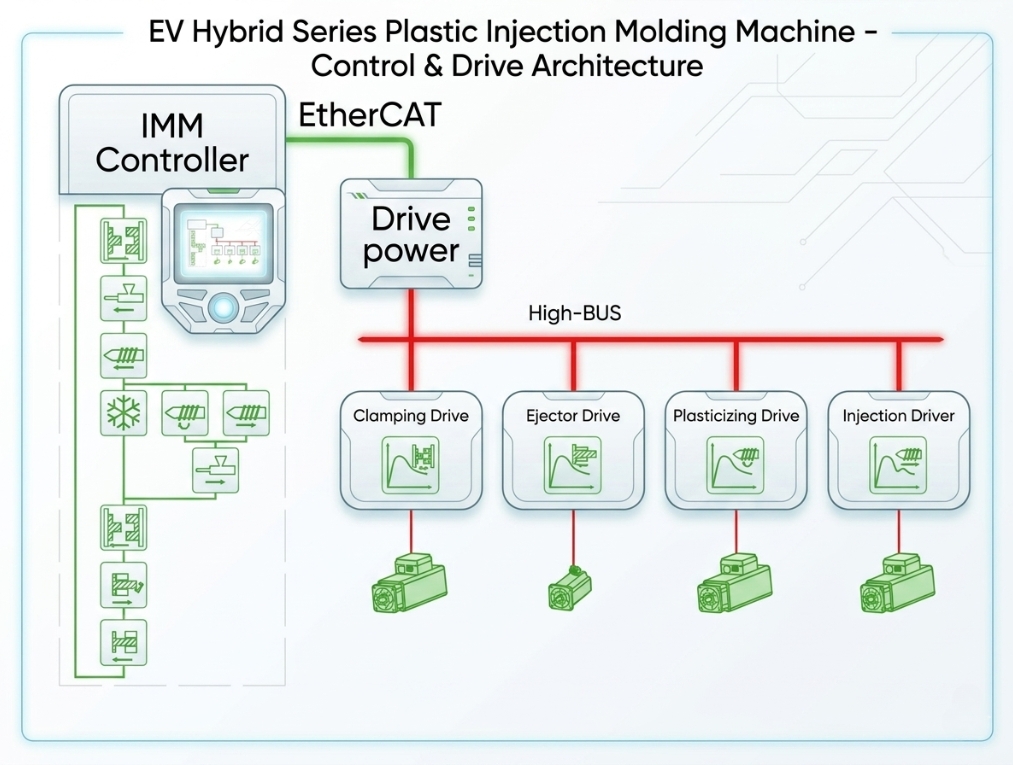
A hybrid injection molding machine splits its power between two drive systems. The injection axis runs on a servo-electric motor, while the clamping unit uses hydraulic power. This separation allows each axis to use the drive type best suited to its task, so neither performance nor efficiency is compromised.
The servo-electric injection motor responds to commands in fractions of a millisecond. Because it drives the screw directly, there is no hydraulic lag between the controller signal and screw movement. This is especially important during the fill phase of thin-wall parts, where even a 50 ms delay can cause short shots or flow marks.
On the clamp side, the hydraulic toggle mechanism provides the high-tonnage force that complex molds require. The EV series clamping unit uses a high-precision proportional valve that achieves mold-close positioning accuracy of 0.2 mm. That level of repeatability protects mold parting surfaces across thousands of cycles.
According to the Society of Plastics Engineers, hybrid machines typically reduce energy consumption by 30–50% compared to conventional hydraulic machines of equal tonnage. The servo motor draws power only during active injection and plasticizing phases, then idles at near-zero draw during cooling and mold open.
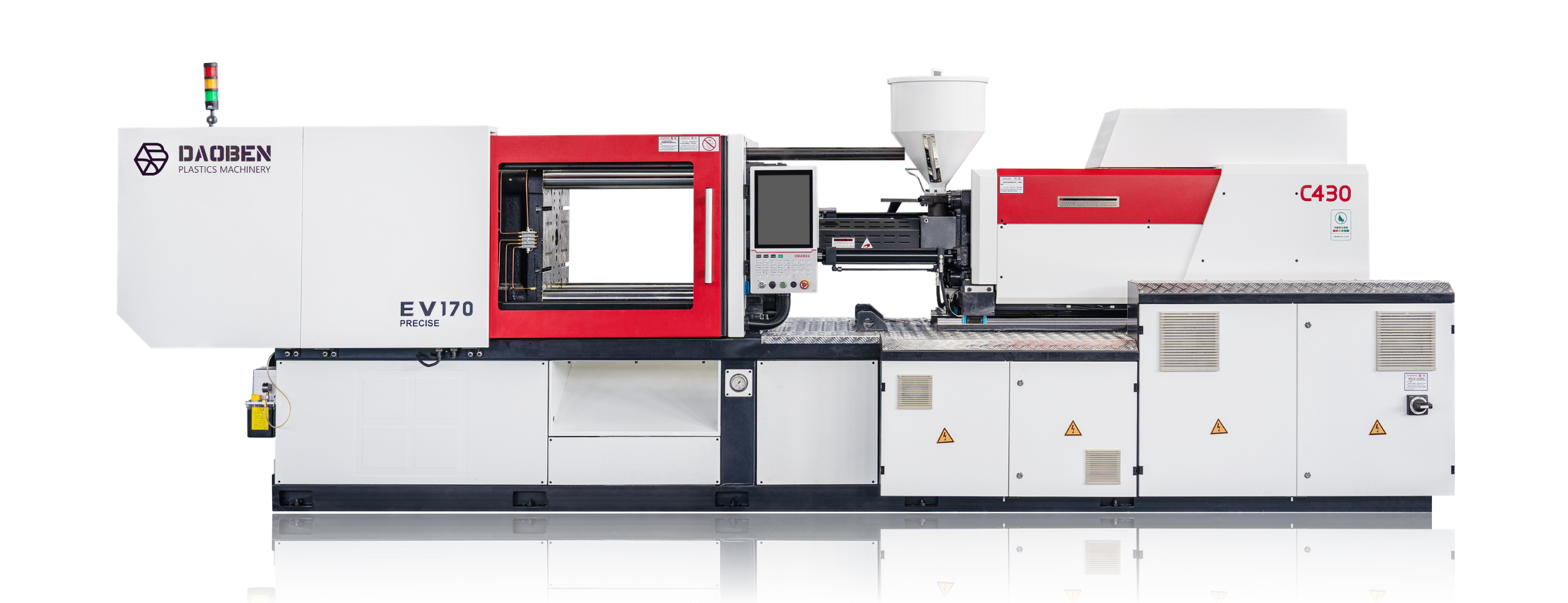
Key Specs of the Daoben EV Hybrid Injection Molding Machine
Five EV models cover a clamping force range from 900 kN (EV90) to 2680 kN (EV268). Each model offers three injection unit sizes — large, medium, and small — so manufacturers can match shot volume to the part without changing the machine frame. Below is a comparison of the critical specs across the range.
| Specification | EV90 | EV130 | EV170 | EV268 |
| Clamping Force (kN) | 900 | 1300 | 1700 | 2680 |
| Max Injection Speed | 440 mm/s | 440 mm/s | 440 mm/s | 350 mm/s |
| Max Injection Pressure | 300 MPa | 300 MPa | 300 MPa | 280 MPa |
| Mold Opening Stroke | 320 mm | 380 mm | 440 mm | 560 mm |
| Mold Thickness Range | 150–350 mm | 160–420 mm | 180–480 mm | 220–600 mm |
| Ejector Force (kN) | 31 | 42 | 55 | 77 |
The modular injection unit design means a single EV170 frame, for example, can run small shot-weight connector molds one week and larger packaging molds the next. This flexibility reduces the number of machines a factory needs to cover its product mix.
SDC Servo Direct Control: What Makes the EV Series Different
Daoben’s proprietary SDC (Servo Direct Control) technology is the core differentiator of the EV series. Standard injection machine controllers run a control cycle of 3–4 milliseconds. SDC reduces that cycle to just 0.120 ms — roughly 32 times faster. This directly improves position accuracy on injection, mold-open, and mold-close switching.
The SDC algorithm runs inside the servo driver hardware itself, not in an external PLC or motion controller. Because the calculation happens locally, there is no communication delay between the drive and the control logic. The driver reads the encoder, computes the correction, and adjusts the motor current — all within that 0.120 ms window.
For manufacturers running multi-cavity molds with tight dimensional tolerances, this matters. A standard 4 ms control cycle allows the screw to overshoot or undershoot position targets before the next correction arrives. At 0.120 ms, the system corrects 32 times more often in the same timeframe, so the actual screw position tracks the programmed profile far more closely.
The EV series also uses an ETHERCAT CAN-bus control platform. This high-speed bus eliminates signal delay between the controller and all servo drives. Combined with SDC, the result is real-time, closed-loop management of injection speed, hold pressure, screw position, and back pressure.
Best Applications for a Hybrid Injection Molding Machine
Not every application needs a hybrid machine. Standard hydraulic equipment handles commodity parts like buckets, crates, and simple housings efficiently enough. A hybrid injection molding machine earns its investment on parts where precision, surface quality, or tight tolerances drive reject rates and production costs.
Thin-Wall Electronics Housings
Smartphone cases, tablet frames, and laptop bezels typically run wall thicknesses between 0.5 mm and 1.2 mm. At those dimensions, the fill window is measured in milliseconds. The EV series’ 440 mm/s injection speed ensures the cavity fills before the melt front freezes off.
Medical Device Components
Syringe barrels, diagnostic cartridges, and surgical instrument housings must meet ISO 13485 quality management requirements. The shot-to-shot repeatability of the EV’s servo injection and SDC control keeps part weight and dimensions within the narrow bands that medical device OEMs specify.
Automotive Interior and Electrical Parts
Connectors, sensor housings, and dashboard trim panels require both dimensional accuracy and surface finish consistency. The 0.2 mm mold-close positioning accuracy of the EV clamp unit protects mold parting lines, which directly prevents flash on visible surfaces.
For manufacturers working with thicker-wall commodity products, or running clamping forces above 268 tons, Daoben’s M8SII series energy-saving machine or DU series two-platen machine may be better suited.
Hybrid vs. Full Electric vs. Hydraulic: Which Machine Type to Choose
Each machine type has a specific performance envelope. The right choice depends on clamping force range, part geometry, cycle time targets, and budget. Here is a practical comparison.
| Factor | Full Hydraulic | Hybrid (EV Series) | Full Electric |
| Injection Speed | 80–200 mm/s | Up to 440 mm/s | Up to 500 mm/s |
| Energy Efficiency | Baseline | 30–50% savings | 40–60% savings |
| Clamping Force Range | 30–6,000+ tons | 90–268 tons | 30–450 tons |
| Purchase Cost | Lowest | Mid-range | Highest |
| Best For | Commodity parts | Precision thin-wall | Cleanroom, micro |
| Maintenance Cost | Higher (oil, seals) | Medium | Lowest |
For many mid-tonnage precision applications, the EV hybrid injection molding machine hits the sweet spot. It delivers near-electric injection performance at a lower purchase price than full-electric equipment, while still achieving meaningful energy savings over pure hydraulic machines.
Frequently Asked Questions
A hybrid injection molding machine uses a servo-electric motor for the injection axis and hydraulic power for the clamping unit. This combination delivers faster injection response and better shot precision than a fully hydraulic machine. It also costs less than a full-electric machine while still reducing energy use by 30–50%.
The Daoben EV Hybrid series covers a clamping force range from 900 kN (90 tons) to 2680 kN (268 tons) across five standard models. Each model accepts three injection unit sizes. This makes the EV series suitable for precision parts across electronics, medical, automotive, and consumer goods applications.
The EV90, EV130, and EV170 models achieve injection speeds up to 440 mm/s. The larger EV268 reaches up to 350 mm/s. These speeds allow the hybrid injection molding machine to fill thin-wall cavities before the melt front freezes, reducing short shots and improving surface finish on parts below 1.5 mm wall thickness.
SDC is Daoben’s proprietary control algorithm built into the servo driver hardware. It reduces the control cycle from the standard 3–4 ms down to 0.120 ms. This 32x improvement sharpens position accuracy on injection, mold-open, and mold-close axes. SDC runs locally inside the drive, so there is no delay from external controller communication.
The Right Hybrid Machine Turns Precision Into Profit
Thin-wall parts, tight tolerances, and high surface-quality demands are growing across every industry. Standard hydraulic machines cannot keep up with the injection response speed that these parts require. Full-electric machines can, but at a higher price and a narrower clamping range.
The EV hybrid injection molding machine bridges that gap. The Daoben EV series does it with the added advantage of SDC control, modular injection units, and a 0.2 mm clamp positioning accuracy that protects your molds. For manufacturers processing precision parts between 90 and 268 tons, it delivers the speed, accuracy, and flexibility that modern production lines demand.
If thin-wall or precision part quality is a priority for your factory, explore the full Daoben EV Hybrid series specifications or contact the Daoben team to discuss your application requirements.

