Introduction
Various mechanical, material, and operational variables can affect the injection machine product’s wall thickness, which adversely affects quality and performance. Several factors contribute to uneven wall thickness, including imprecise machine settings, inequitable material distribution, flaws in mold design, and climatic conditions. In addition to providing strategies for troubleshooting and mitigating these problems, the document provides guidelines for optimizing mold designs, selecting materials, and adjusting process parameters. Increasing product reliability, meeting stringent quality standards, and optimizing production efficiency can be achieved by understanding the root causes of uneven wall thickness in injection molding.
Unreasonable injection machine parameters
Control of injection molding process parameters is also very important for uniform wall thickness of plastic parts. For example, reasonable settings of parameters such as injection molding temperature, pressure, speed, and time can not only reduce product failure rates, but also improve product quality. During the injection molding process, it is also necessary to monitor the status of the injection machine in real-time and adjust the injection molding process parameters promptly to ensure uniform wall thickness of plastic parts.
Mold design is unreasonable:
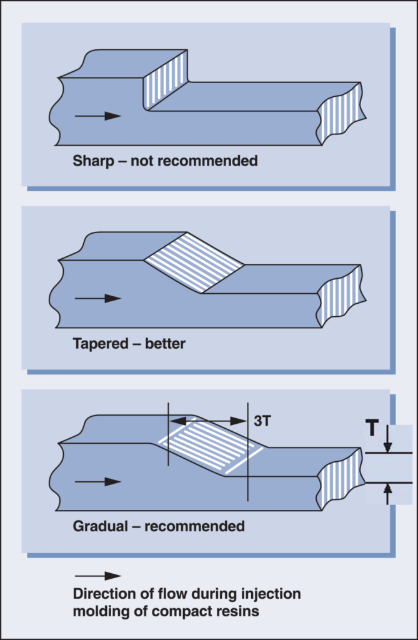
The mold design is unreasonable, and the structure is not rigorous. Problems such as excessive flow or too little flow may easily occur during the injection molding production process, resulting in uneven wall thickness and eventually defects such as cavities. Mold design is an important factor affecting wall thickness uniformity. During the mold design process, unnecessary changes in wall thickness should be minimized to avoid local over thickness or thinning. At the same time, the position of the mold nozzle and the selection of mold materials should also be reasonably set to ensure the uniform flow of the plastic melt.
Improper material selection:
Different materials have different fluidity and thermal properties during the injection molding process, so different injection molding process parameters need to be selected for different materials. Improper material selection can easily lead to uneven wall thickness, resulting in problems such as internal voids. At the same time, high-quality plastic raw materials should also be selected to improve the molding accuracy and dimensional stability of plastic parts and ensure uniform wall thickness of plastic parts.
Improper process operation:
Improper injection molding process operation, such as different injection cooling times or increasing mold temperature, will have a significant impact on uneven wall thickness and will eventually lead to cavity problems.

Methods to solve internal voids caused by uneven wall thickness of injection machine products
Optimize injection machine parameters:
During the injection molding production process, the injection molding machine parameters, such as injection pressure, speed, temperature, etc., should be adjusted according to production conditions and technical experiments to ensure stable temperature and uniform pressure during the injection molding process, thereby reducing wall thickness inconsistencies. average problem.
Reasonable design of the mold:
When designing the mold, multiple factors such as injection molding, flow direction, temperature, etc. should be comprehensively considered to ensure that the mold has a rigorous structure and a smooth surface to prevent uneven wall thickness and internal voids.
Reasonable selection of materials:
Different materials have different injection temperatures, flow properties and shrinkage rates. Appropriate injection parameters should be selected according to the characteristics of different materials to reduce uneven wall thickness and internal voids.
Optimize the process flow:
During the injection molding process, different parameters such as cooling time and mold temperature should be set according to different product types, mold sizes, etc., to ensure product quality and avoid defects such as uneven wall thickness and internal voids.
Design products rationally
When designing products, the uniformity of wall thickness should be taken into consideration, and the wall thickness distribution should be designed reasonably to prevent overly prominent wall thickness areas.
Final Thought
In injection machine production, uneven wall thickness often causes defects such as internal voids. In daily production, we should strengthen prevention, take corresponding measures, and optimize the design and process flow to ensure the quality and qualification rate of injection molded products. The uneven wall thickness of plastic products not only affects the appearance but also affects the stability and service life of the product. For different reasons, adopting corresponding solutions can improve product quality and economic benefits.
FAQ
The voids might occur when the material is cooled after high temperatures. Increased mold temperatures result in higher melt temperatures, which causes voids. The injection speed of the injection machine should be reduced: High injection speeds result in high frictional shear and melt cooling would be difficult. Speed up the packing and holding process.
Injection machine molding requires consistent wall thickness; if some parts have thinner walls than others, they may warp, crack, twist, or fail altogether. When the final part has uniform wall thickness, shrinkage and residual stress are minimized.
The benefits of thinner walls outweigh the benefits of thicker walls. Thicker walls provide mechanical strength. The manufacturing process takes less time and uses less material with thinner walls. It also takes less time for walls that are thin and uniform to cool and are less prone to warping during cooling.