

Introduction:
Metal threaded inserts are your best choice when you need to manufacture plastic parts with strong joints and reusable threads. The best method depends on the part requirements.
Some assembled plastic parts will need to be disassembled and reassembled, possibly multiple times. In these cases, the best fastening option is a metal threaded insert. What’s the best way to get these inserts into the part? Fastener manufacturers and industry experts provide insight into considerations and explain the four methods of insertion.
Basic knowledge:
Here are a few considerations to keep in mind when selecting the best insert type and insertion process for your application:
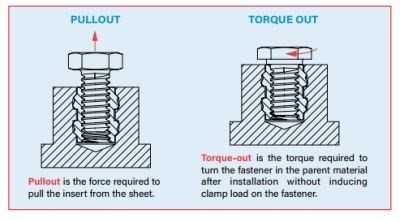
Strength Requirements – The key strength factors are the resistance of the insert to pull out of the part (pull-out force) and the resistance of the insert to twisting in the part when the mating fastener is twisted (twist-out force). The longer the blade, the greater the pull-out resistance; the larger the diameter of the blade, the greater the torque capacity. The knurl pattern is also key; more on that below.
Materials – Both the plastic material and the insert material are important, depending on the application. Two insertion processes—ultrasonic and thermal fusion—involve remelting previously formed plastic, so they are only suitable for thermoplastics. For thermosets, the option is to mold in the insert, or cold press the insert later, where the flexibility of the resin material becomes critical.
The most common material for the threaded insert itself is brass. However, lead-free alternatives such as stainless steel or aluminium are gaining popularity as sustainability requirements increase.
Cost – Because threaded inserts can be molded into the part initially or pressed into the part later, consider the total cost of the operation. This includes molding time and cost, component handling and assembly.
Four main insertion processes:
To better understand the tradeoffs, here’s a quick look at the four main insertion processes:
Hot riveted threaded inserts:
- Thermoplastics.
- High comprehensive performance and low installation cost.
Hot melt and ultrasonic insertion begin with a pre-formed hole (size specified by the blade manufacturer) that is slightly smaller than the outer diameter of the blade and can be formed during the forming process or drilled afterwards. The outer wall of the insert can be straight or tapered. Both straight and tapered inserts align well with fasteners (as long as the holes are formed correctly), and self-aligning tapered inserts are easier and faster to press in.
With heat fusion, a heat press is used to heat the blade to the point that the blade melts a small portion of the perimeter of the hole as it is pushed into the part. The softened resin flows into the knurled pattern and then hardens to form a strong bond with the insert. Hot melt is the more common process for thermoplastics because the process is easy to control, relatively low cost and well suited for automation (multiple inserts can be pressed in at once).
Ultrasonic-assisted threaded inserts:
• Thermoplastics.
• High overall performance.
Similarly, ultrasonic waves can be applied to melt the boundary regions in the holes. Instead of heating, the ultrasonic process creates a vibrational frequency to melt the plastic. It is comparable in speed to hot melt, but requires precise control and can create a larger process-affected area that can lead to material fragmentation. The ultrasonic process can also be louder and more difficult to automate, which is why it is less likely to be used, especially in shops that do not yet have ultrasonic welding.
Molded threaded inserts:
- Thermosets and thermoplastics
- Best pull-out and torque performance
With molded inserts, pins are machined or inserted into the core. Inserts are then placed on the pins during each cycle of the molding process. With this process, the resin completely encapsulates the Insert, which usually results in the best overall bond and eliminates the need for any subsequent insertion process. However, this process requires a more complex core with tight tolerances between the pins and inserts. It also takes time to place the Insert between each cycle of the injection molding machine.
In-mold Inserts can be “through-threaded,” which means that both ends of the Insert are open and therefore require firm contact with the core and cavity surfaces to prevent resin flow inside the Insert. Or they can be “blind thread”, which means that the insert is closed at one end and therefore does not need to be in contact with the cavity surface – for example, have thicker walls, or the fastener should not be present on one side of the cavity the situation part.
Cold-pressed plastic threaded inserts:
- thermosetting plastic.
- Easy installation at a minimal cost.
- Just a simple push.
Although they may not perform as well as the types above, cold-pressed inserts are a very economical alternative because they are easy to install and usually require no special auxiliary equipment.
Sometimes called “expansion inserts,” a type of press-fit insert has slots machined into the sides that allow them to flex when inserted and snap in easily with just finger pressure. When mating screws are installed, the sides of these Inserts are forced outward, making “snap” contact with the inside diameter wall of the hole. They basically work like the sheathed lag bolts you find at the hardware store.
Higher-performance press-in blades are solid and require a press for insertion. While not meeting the strength standards of processes that melt the plastic around the insert, these inserts can still provide a robust alternative to the very cost-effective plastic threaded inserts process.
About knurling:
Knurling is a metalworking process in which a pattern is cut or rolled onto the exterior of a workpiece. For threaded inserts, the knurl pattern is critical, directly affecting pull-out and torque resistance.
Straight knurling (parallel to the length of the blade) provides the most torque resistance but less pull-out resistance. Grooves between the knurled bands add pull-out resistance.
Diagonal or helical knurling balances resistance to forces in both directions. Hexagonal or diamond-shaped knurls are probably the most common and provide resistance in all directions.

Various sizes:
Standard plastic threaded inserts range in diameter from approximately 1/8″ – 9/16″ to 1/8″ – 5/8″ in length, with thread sizes ranging from #0-80 to 3/8-16 ( M2 to M10, depending on the type). This size range is suitable for a wide range of applications in industries such as electronics, automotive, aerospace, defence, medical, industrial and entertainment equipment.
For physically smaller applications, such as handheld devices, microPEM inserts are also available in diameters as small as 1 mm (0.039″) and lengths as small as 1.75 mm (0.069″). These micro blades can accommodate M1 fasteners, which is the smallest type of M thread specified by ISO. They can be installed in straight or tapered holes by thermal fusion or ultrasonic processes.
All four types of insertion processes—hot melt, ultrasonic, moulded, or cold pressed—offer unique benefits and capabilities to meet your design requirements. For maximum blade performance, it is important to consider the blade type as well as the application, cost and other components.

