introdução
Os defeitos em máquinas de moldagem por injeção podem ser devido a várias razões além da expertise. Esses fatores variam desde diferenças de material de lote para lote até mudanças de calibração da máquina após reparo ou manutenção. Aqui está uma lista dos defeitos mais comuns em máquinas de moldagem por injetoras de plastico e como evitá-los:
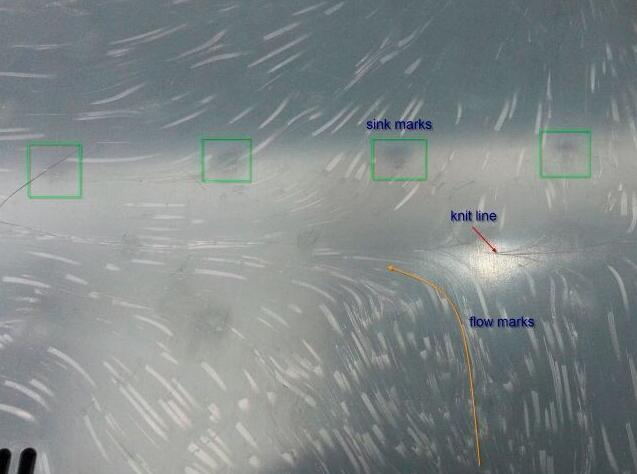
Linhas de fluxo e marcas de fluxo
Linhas ou marcas aparecem na superfície como faixas de descoloração. Estas muitas vezes aparecem perto de seções estreitas do portão do molde e podem até ser onduladas ou em forma de anel em alguns casos. Elas são causadas por tempos de resfriamento desiguais e taxas de fluxo de diferentes materiais à medida que fluem pelo molde. Embora as linhas de fluxo não afetem negativamente a integridade da peça ou montagem, elas podem arruinar a estética e a aparência final.
Como evitar linhas de fluxo e marcas de fluxo?
Aumente a distância entre o portão do molde e o refrigerante para retardar o fluxo do molde. Arredonde o molde, especialmente onde as paredes são mais espessas, para tornar o fluxo mais consistente. Modifique a velocidade de injeção, temperatura do material e pressão para evitar o resfriamento prematuro. Aumente o diâmetro do bico para aumentar a taxa de fluxo.
Marcas de queimadura
Como o nome sugere, as marcas de queimadura são causadas pelo superaquecimento resultante da interação de alta temperatura do material com o molde, máquinas de moldagem por injetoras de plastico, bicos e até ar aprisionado. Os defeitos resultantes das máquinas de moldagem por injeção de plástico aparecerão como ferrugem ou enegrecimento, especialmente ao redor das bordas. Em casos em que as marcas de queimadura causam degradação do material, isso pode comprometer a qualidade da peça. Dito isso, as marcas de queimadura geralmente não afetam a integridade da peça.

Como prevenir marcas de queimadura?
Reduza as temperaturas de fusão e de molde para evitar o superaquecimento dos componentes. Reduza a velocidade de injeção das máquinas de moldagem por injetoras de plastico para obter resfriamento uniforme e evitar o risco de aprisionamento de ar no molde. Adicione, aumente ou limpe portas e saídas para permitir que o ar aprisionado escape antes de superaquecer. Reduza o tempo de ciclo do molde para resfriar o ar aprisionado e a resina mais rapidamente para evitar queimar.
Bolsas de ar ou lacunas de vácuo
Pequenas bolhas de ar ou bolsas de vácuo caracterizam esses defeitos das máquinas de moldagem por injetoras de plastico. Existem duas razões principais para a ocorrência de bolsas de ar, a saber, pressão de injeção insuficiente, que aprisiona ar na cavidade do molde, e resfriamento irregular do material, que causa encolhimento e a formação de pústulas. Também pode ser devido à natureza inerente do material que as bolsas de ar se formam facilmente. Normalmente, esses defeitos tendem a aparecer na superfície do componente. Embora especialistas em controle de qualidade possam classificá-los como defeitos “menores”, o tamanho, densidade, localização e volume das bolsas de ar podem causar danos à integridade estrutural do produto acabado.

Como prevenir essas lacunas de vácuo?
Aumente a pressão de moldagem e mantenha por um tempo para estourar bolsas de ar aprisionadas. Mantenha a espessura da parede menor que 6 mm para limitar o risco de desenvolvimento de abscesso. Se o método acima não for viável, o portão pode ser colocado o mais espesso possível para evitar resfriamento prematuro ou irregular. Use materiais de baixa viscosidade para evitar a formação de bolhas.
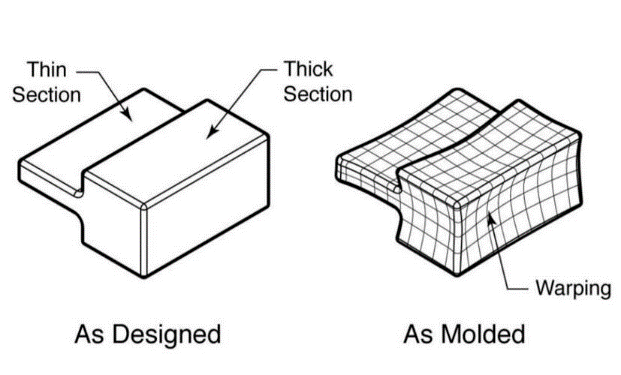
Deformação injetoras de plastico
A deformação é o resultado do encolhimento desigual durante o resfriamento. Esse encolhimento pode causar tensões indevidas na seção transversal, o que pode distorcer a forma da peça. Ao fazer isso, pode fazer com que a peça se dobre, dobre ou gire, parcial ou totalmente. Mesmo um olho não treinado pode detectar a deformação num relance, pois as peças destinadas a ficar planas em uma superfície plana deixam lacunas no campo.
Como prevenir a deformação?
Aumente o tempo de resfriamento das máquinas de moldagem por injetoras de plastico, para que o molde resfrie gradual e uniformemente. Reduza a temperatura do molde ou do material. Use materiais que não encolham facilmente durante o resfriamento. Novas técnicas de design foram aplicadas para incorporar espessura de parede uniforme e simetria de componente para proporcionar maior estabilidade.
Camadas
A delaminação ocorre quando as camadas escamosas do produto final tendem a descascar ou separar. Profissionais de garantia de qualidade rotulam este tipo de defeito como “crítico” porque compromete a resistência geral da peça. Além disso, reduz a aparência estética do produto acabado. A delaminação é causada pela contaminação cruzada da resina fundida com matéria estranha ou resinas dissimilares, o que pode afetar o processo de ligação. Além disso, o armazenamento inadequado pode fazer com que a umidade ou agentes de liberação cubram as pílulas, reduzindo sua capacidade de aderir.

Como prevenir a camada?
Resina plástica virgem para mitigar a contaminação durante a fase de fabricação. Certifique-se de que os grânulos de resina sejam armazenados de forma que evite a contaminação cruzada. Pré-seque os grânulos de resina e aumente a temperatura do molde para limitar a intervenção da umidade. Redesenhe os moldes para otimizar bicos e minimizar a dependência de agentes de liberação.
Injeção curta e moldagem curta
A desvantagem da máquina de moldagem por injetoras de plastico curta é autoexplicativa – a injeção de resina não é suficiente para preencher o molde. Em resumo, o fluxo de resina derretida não ocupa completamente as cavidades existentes. Como resultado, após o resfriamento, as peças moldadas permanecem incompletas. Os defeitos de moldagem curta são defeitos importantes que podem inibir a funcionalidade ou a aparência do componente. Falta de dentes em um garfo de plástico ou compartimentos de malha incompletos em um suporte de plástico são alguns exemplos clássicos deste defeito.

Como prevenir a moldagem curta?
Redesenhe os moldes com portões e canais mais largos, ou mude para materiais de menor viscosidade para melhorar o fluxo. Aumente a temperatura do molde para evitar resfriamento rápido nas máquinas de moldagem por injeção de plástico. Aumente a velocidade ou pressão de injeção para garantir que o material derretido alcance todas as cavidades. Adicione saídas de ar ou aumente as existentes para permitir que o ar aprisionado escape.
Pensamento Final
À medida que entramos na era das máquinas de moldagem por injetoras de plastico sustentáveis, prevenir defeitos de máquinas de moldagem por injeção pode ser uma das maneiras mais rápidas de reduzir o desperdício e cortar custos. Além disso, limitar esses defeitos de moldagem nas etapas iniciais pode prevenir danos graves no futuro.