

What is Injection Molding Scrap
Before we dive into tips and techniques for reducing plastic molding machine scrap, let’s first define what scrap is. In manufacturing, scrap is any material that is discarded during the production process due to defects, flaws, or quality standards not meeting the required specifications. Scrap is a costly and wasteful result of the manufacturing process.

What Scrap Does Injection Molding Generate?
The plastic molding machine process does not generate a large amount of scrap. However, due to the large number of parts produced during each manufacturing cycle, scrap can quickly accumulate if not properly handled. Scrap typically comes from the following parts of the mould:
1. Gates
2. Runners
3. Ejectors
4. Gate locations
5. Runner system channels
What are the causes of scrap in injection moulding?
Identifying scrap and defects is the first step to eliminating scrap from production. Familiar sources of scrap and defects in the injection moulding process include:
1. Poor mould design or construction
2. Variations in material quality
3. Inconsistency in process parameters such as temperature, pressure, and fill rate
4. Lack of or improper maintenance of the plastic molding machine
5. Human error or lack of training
In order to determine the sources of scrap and defects in the injection moulding process, a comprehensive analysis must be performed. This includes collecting process parameter data, visually inspecting the parts produced, and checking the moulds and tools for signs of wear.
It is also essential to involve process technicians and other personnel in the analysis process because they can provide valuable insights into the causes of scrap and defects.
Why Reducing Scrap is Critical for Plastic Molding Machine
Scrap is a common byproduct of injection moulding, where excess material is generated during the moulding process. This waste can take different forms, such as flashes, short shots, voids, sink marks, warpages, or defects. A variety of factors, such as injection moulding machine settmouldingaterial properties, mould design, or oper-mold error, can cause it. Regardless of the specific cause, the presence of scrap can have several adverse effects on injection moulding companies, including:
1. Reduced Productivity:
Scrap requires additional handling, sorting, and disposal, which slows down production lines and increases downtime.
2. Higher Costs:
Scrap generates additional material, energy, and labour costs, which increases overall production costs and reduces profit margins.
3. Low Quality:
Scrap affects the quality of the final product because defects or flaws can compromise its functionality, reliability, or aesthetics.
4. Environmental Impact:
Scrap contributes to pollution, waste, and carbon emissions, affecting the sustainability and eco-friendliness of the industry.
Tips to Reduce Injection Molding Scrap
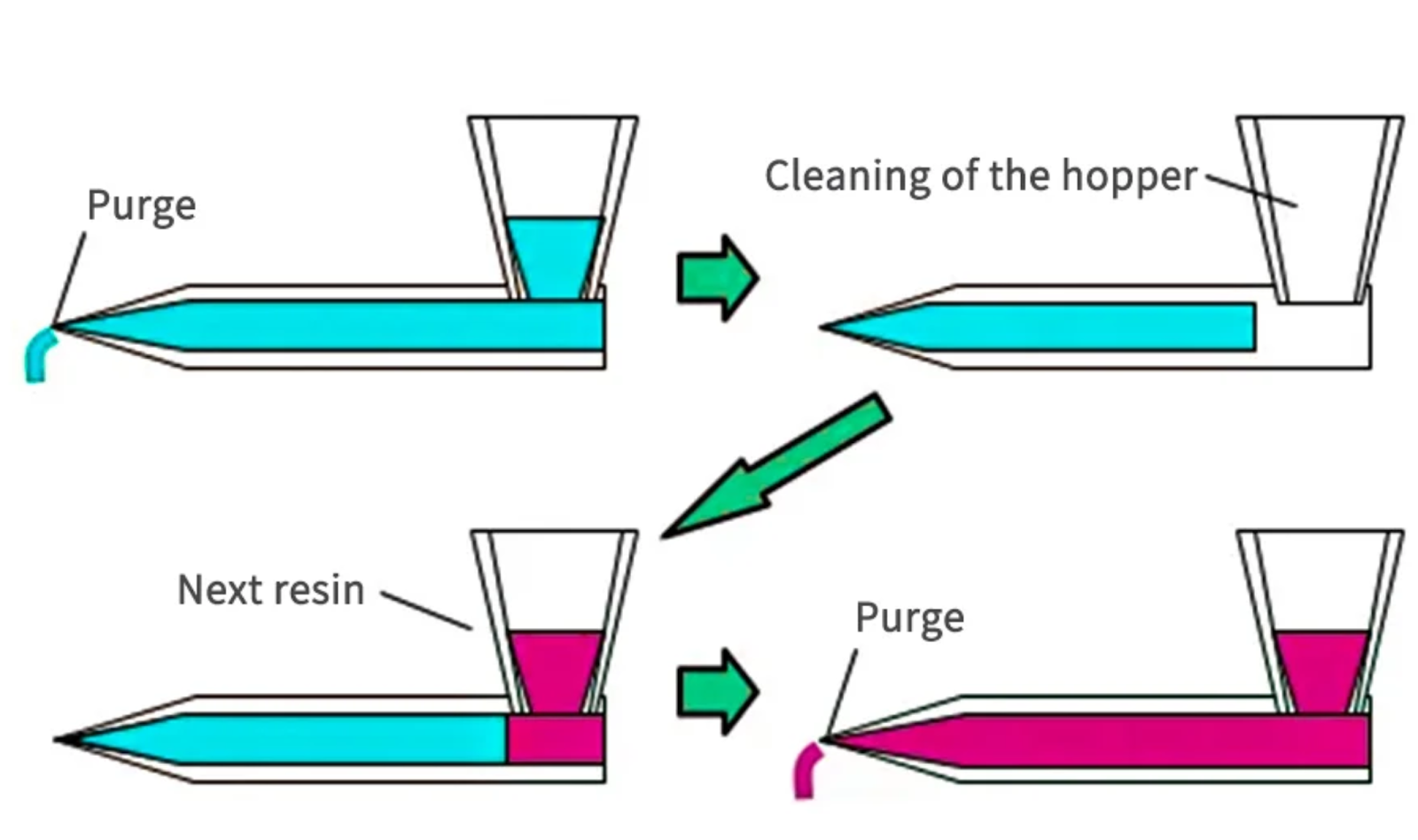
The use of purge agents should be preventative:
Avoiding degradation of the resin and its additives or pigments. Use purge agents that can be left in the barrel, mould, die, and system. This way, we will avoid the ingress of oxygen that promotes degradation, and we will be left with a thermally stable material that will be able to withstand residual heat when the machine cools or heats up.
Often leaving the heater on or on standby:
Generally speaking, no machine should be left on all the time. Degradation can be so severe that it forces the spindle to be disassembled or, worse, reaches the ignition point of the plastic and causes a flame. Sometimes, the temperature can be very low. Consider that this will eventually cause the layer to stick, which will eventually fall off in the form of black specks. Ideally, the system should be turned off, and the “time savings” that are often thought to be achieved by reaching operating temperature are often wasted when hours must be spent manually cleaning the plastic molding machine or picking out contaminated parts. Turn off the heater because, in some cases, the purge agent will have a shrinking effect that will help remove some of the contamination that has just formed.
After the last product is produced:
The first thing you must do before switching to another colour/material or stopping the machine is to clean the barrel and mould. If the plastic moulding machine is still producing parts and needs cleaning immediately, there is no reason for contamination to occur.
On start-up day:
Machines should be started in order, starting with the most urgent machines for production first and then with the more extraordinary machines. Those machines with very high process temperatures must be warmed up. If a plastic molding machine is run for hours above 230°C without production, it will cause crusting and black speck formation.
Different resins, colours, quality standards, etc, require the right materials for cleaning. There are a wide variety of cleaning agents on the market. Choose one that allows you to change products efficiently, which means in the shortest possible time.
Strategies to Reduce Injection Molding Scrap
1. Optimize Manufacturing Processes
This can be done by analyzing and streamlining production processes to reduce energy and material consumption, improve productivity and minimize waste. Manufacturers can reduce scrap, production costs and resources by ensuring that efficient practices are adopted during production. In order for this strategy to be effective, it is essential to incorporate lean principles into the production process.
2. Optimize Mold Design
Optimizing mould design minimizes scrap rates and ensures that the final product meets the required quality standards. Mould design optimization ensures that the mould is strong enough to withstand the injection pressure and that the product is uniform in shape, size and weight.
3. Invest in sustainable technologies
To reduce the environmental impact of production, manufacturers can invest in sustainable technologies and use environmentally friendly materials, processes and products. These materials should be renewable, recyclable and biodegradable. In addition, energy-efficient technologies such as solar energy should be utilized.
Investing in sustainable technologies is essential to reduce carbon emissions and water pollution generated during production. In addition, sustainable technologies can help streamline production processes that require less energy and other resources.
4. Improve injection moulding quality
To ensure the high quality of the final product, it is crucial to maintain proper melt temperature and pressure during the plastic injection moulding process.
It is essential to monitor these process parameters continuously. This can be achieved by using sensors and software to monitor temperature and pressure data in real-time, detect deviations and make necessary adjustments.
Another critical factor in improving injection moulding efficiency is controlling process and viscosity variations. Process variation refers to changes in process parameters such as temperature and pressure. On the other hand, viscosity variation refers to changes in the flow behavior of the plastic resin, which can affect mould filling and part production quality.
In order to control process variation and viscosity variation, a process monitoring and control system needs to be implemented.
5. Control the mould and moulding cycle
Mould and moulding cycle management is essential to improving injection moulding quality. The mould plays an integral role in this process, and its design and construction directly affect the parts produced. In addition, other stages, such as filling, holding and cooling, will also have an impact on the finished parts produced during the injection moulding process.
In order to effectively manage the injection mould cycle and moulding cycle, it is essential to work with experienced mould engineers and mould manufacturers. This includes selecting the right mould material, designing the cavity and gating system, and optimizing the cooling system. In addition, regular inspection and maintenance of the mould are required to prevent wear and tear from affecting product quality.
Managing the moulding cycle involves optimizing the filling, holding and cooling stages to ensure that the plastic resin is evenly distributed throughout the mould and that the parts produced meet the desired specifications. This may involve adjusting process variables such as temperature, pressure, and fill rate to achieve the desired results. Daoben Machinery is a professional injection molding machine manufacturer over the world.
FAQ
Optimize plastic molding machine settings, use consistent raw materials, and implement regular maintenance to minimize defects and reduce scrap in injection molding.
Control cooling rates, adjust packing pressure, and use appropriate material grades to reduce shrinkage in plastic.
Plastic waste from molding processes is often recycled, reprocessed, or repurposed for use in other manufacturing cycles.

